
Nb3Sn

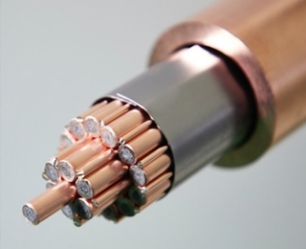
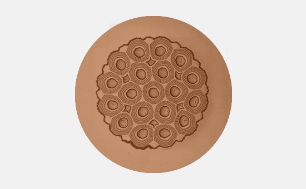
为提高 Nb3Sn 线材的性能,需要 3,000 多条 Nb 细丝。要实现细丝的精确排列,需要高精度加工、深钻和装配技术。
为将细丝直径减小到 5 μm 以下,需要使用多个子元件的叠加技术,进行两次或两次以上的装配。
为增强复合材料之间的机械结合,也需要优化表面清洁度。
插入细丝需采用深钻工艺,确保精确的加工公差
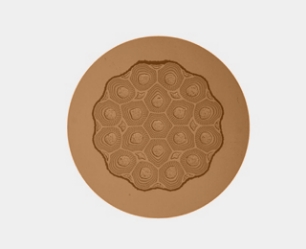
将排好的子元件进行进准叠加和装配



KAT 有能力生产 10 km 或更长长度的线材。为制作长线材,KAT 在最终重新组装之前,对子元件执行校直工艺。

钛掺杂是实现高临界电流密度的必要条件。KAT 拥有真空铸造生产钛掺杂锡合金的设备。
子元件切割和校直相一致
用于锡钛合金精炼和 均匀分布的真空铸造
(一定颗粒尺寸和成分的锡钛合金)


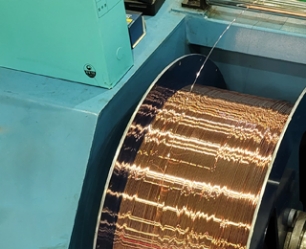
KAT 采用锻制、冷拔、孔型轧制、挤压等工艺,生产稳定均匀的线材。线材均匀形变要求组成材料具有均匀的机械性能。
由于用于聚变反应堆的 Nb3Sn 线材采用电缆导线的形式,因此需要金属绝缘以减少交流电损耗。KAT 可根据客户要求,在超导线材上均匀镀铬或镍。
Nb3Sn 裸线和镀铬线材
 Nb3Sn 线材
Nb3Sn 线材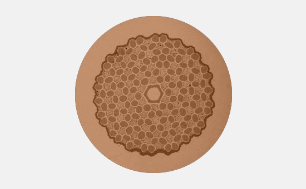 高临界电流密度Nb3Sn 线材
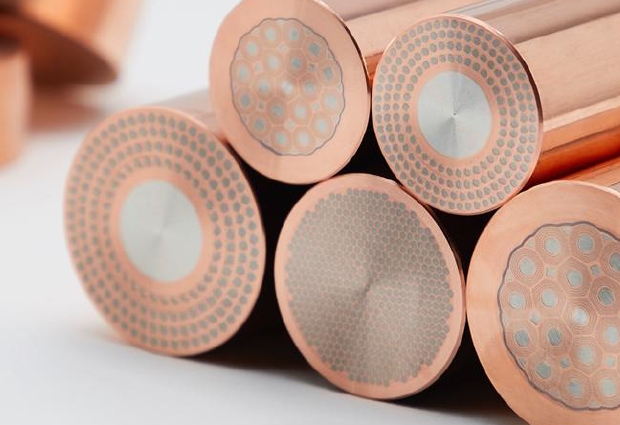
高临界电流密度Nb3Sn 线材聚变反应堆最常用的线材直径为 0.82 mm,在温度和磁场分别为4.2 K、12 T时,临界电流为 250 A至 360 A,磁化损耗小于 1,000 mJ/cc。
具有较高临界电流的高临界电流密度Nb3Sn 线材,其临界电流为 600 A 以上,等效直径小于 50 μm。
| 细丝数 | Cu/NonCu | 裸线直径 (mm) | 临界电流 (Jc @4.2K) |
Qh mJ/cc (±3T) | 剩余电阻比(RRR) | |
|---|---|---|---|---|---|---|
| 12T | 16T | |||||
| > 3,000 | 1.0 ± 0.1 | 0.82 ± 0.005 | > 900 | > 400 | < 600 | > 100 |
| > 3,000 | 1.0 ± 0.1 | 0.82 ± 0.005 | > 1,200 | > 500 | < 1,000 | > 100 |
| > 25,000 | 1.0 ± 0.1 | 1.0 ± 0.005 | > 2,500 | > 1,200 | - | > 150 |
According to customer requirements, our products can be supplied in various specifications.