

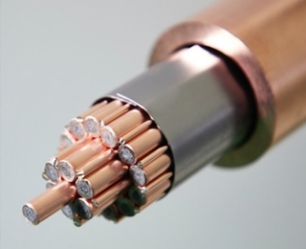
Nb3Sn 선재의 특성을 향상시키기 위해서는 3,000개 이상의 Nb 필라멘트가 요구됩니다. 수천개의 Nb 필라멘트를 정확하게 배치시키기 위해서는 높은 정밀도의 가공 기술과 건드릴 공정 및 조립 기술이 요구됩니다.
Nb 필라멘트의 직경을 5 μm 이하로 줄이기 위해서 sub-elements를 적층하여 조립하는 공정이 2회 이상 요구됩니다.
또한 최적화된 표면 세척 공정은 조립된 복합 소재 사이의 금속 간 결합을 강화시키는데 필수적입니다.
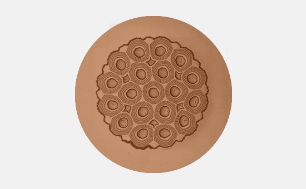
필라멘트를 삽입하기 위한 높은 정밀도의 건드릴 공정
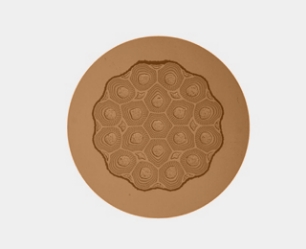
정확한 위치에 조립 및 적층된 sub-elements



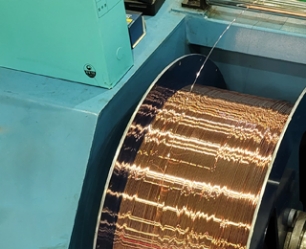
KAT는 10km 또는 그 이상 길이의 선재를 제조하기 위해 필요한 최종 적층 조립전의 sub-elements 진직화 기술을 보유하고 있습니다.

높은 임계 전류 밀도를 달성하기 위해서는 선재에 Ti 도핑이 되어야 합니다. 이를 위해 KAT는 SnTi 합금을 제조할 수 있는 진공 주조 설비를 보유하고 있습니다.
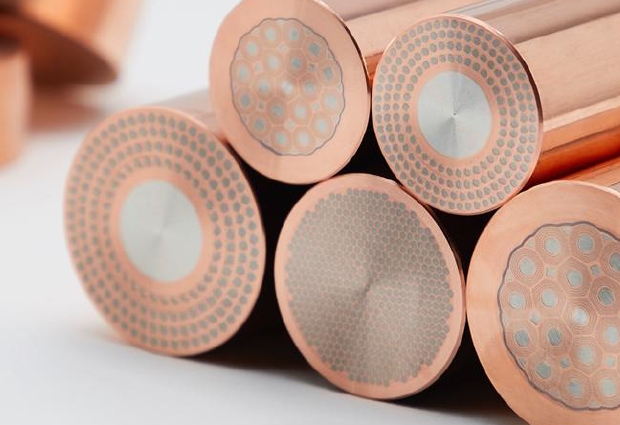
진직화 공정을 진행한 sub-elements의 절단면
SnTi 합금 제조를 위한 진공 주조
(입자 크기와 성분 구성비를 제어하여 균일한 SnTi 합금 주조)


KAT는 스웨이징, 냉간 신선, 공형 압연 그리고 압출 등의 공정을 사용하여 안정적이고 균일한 선재를 제조하고 있습니다. 소재의 균일한 기계적 특성은 선재의 균일 가공을 위해 필수적입니다.
Nb3Sn 선재가 핵융합용으로 사용시 여러 다발의 선재를 연선하여 사용되기 때문에 교류 손실을 줄이기 위해 금속 절연이 필요합니다. 이를 위해 KAT에서는 Cr 또는 Ni을 사용하여 초전도 선재에 고객의 요구하는 두께로 균일하게 도금할 수 있는 기술을 보유하고 있습니다.
Cr 도금된 Nb3Sn 초전도 선재 (도금 전, 도금 후)
 Nb3Sn Wire
Nb3Sn Wire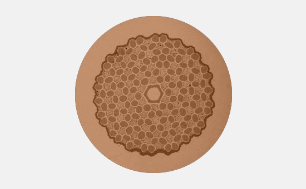 High Jc Nb3Sn Wire
High Jc Nb3Sn Wire핵융합로에 사용되는 Nb3Sn 초전도 선재의 직경은 약 0.82 mm이고 4.2 K, 12 T의 외부 자기장 조건에서의 임계 전류는 250 A ~ 360 A입니다. 또한 자화 손실은 1,000 mJ/cc 이하입니다.
더 높은 임계 전류를 가지는 High Jc 선재는 동일한 직경에서 600 A 이상의 임계 전류와 50 μm 이하의 유효 직경으로 설계되었습니다.
| Number of Filaments | Cu/NonCu | Bare Diameter (mm) | Critical Current Density (Jc @4.2K) |
Qh mJ/cc (±3T) | RRR | |
|---|---|---|---|---|---|---|
| 12T | 16T | |||||
| > 3,000 | 1.0 ± 0.1 | 0.82 ± 0.005 | > 900 | > 400 | < 600 | > 100 |
| > 3,000 | 1.0 ± 0.1 | 0.82 ± 0.005 | > 1,200 | > 500 | < 1,000 | > 100 |
| > 25,000 | 1.0 ± 0.1 | 1.0 ± 0.005 | > 2,500 | > 1,200 | - | > 150 |
고객의 요구 사항에 따라 다양한 사양으로 우리 제품을 공급할 수 있습니다.